



Bez povlaku (L)
Ideální volba pro nekovové materiály

Povlak TiN (N)
Ideální pro všeobecné použití

Povlak TiAlN (A)
Poskytuje vyšší tepelnou odolnost, čímž se zvyšuje životnost nástroje

Povlak TiCN (C)
Zajišťuje vyšší kvalitu povrchu

Povlak Alcrona (K)
Vyznačuje se vysokou odolností proti opotřebení, umožňuje vyšší řezné podmínk

Povlak Hardcut (H)
Vyznačuje se vysokou odolností proti opotřebení, zejména u aplikací bez použití chlazení
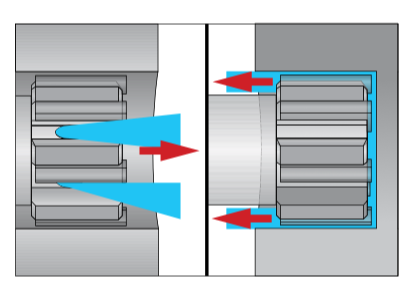
Lze využít pro neprůchozí nebo průchozí otvory.
Proud chladící kapaliny určuje směr odvodu třísky.
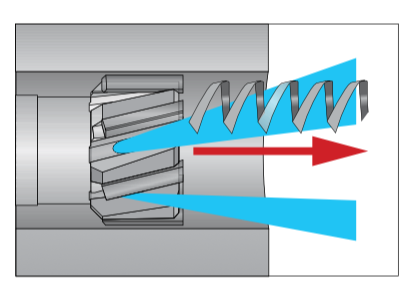
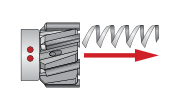
Lze využít pouze pro průchozí otvory.
Drážka ve šroubovici tlačí třísku před sebou.





| Náběhová hrana | Úhly | Směr evakuace třísek |
Popis |
| A |  |
 |
Náběh lze použít ke zlepšení povrchu |
| F nebo Y |  |
|
Lze použít k odstranění ostřin na dně otvoru. Snižte posuv o 40 % hodnoty, která je uvedena na stránkách s doporučenými řeznými podmínkami.
F náběh = bez lamače třísek Y náběh = s lamačem třísek |
| G nebo X |  |
|
Standardní a vhodný pro většinu materiálů.
G náběh = bez lamače třísek X náběh = s lamačem třísek |
| L nebo W |  |
|
Může poskytnout zlepšenou přímost. Snižte posuv o 40% hodnoty, která je uvedena na stránkách s doporučenými řeznými podmínkami.
L náběh = bez lamače třísek W náběh = s lamačem třísek |
| N | 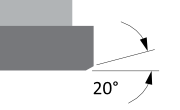 |
|
Ideální pro průchozí otvory. Je možné zvýšit posuv až na 100 % hodnoty, která je uvedena na stránkách s doporučenými řeznými podmínkami. |
| T |  |
|
Vhodný pro slitiny na bázi titanu. |
| V nebo J |  |
|
Vhodný pro většinu materiálů a prodlužuje životnost nástroje.
V náběh = bez lamače třísek J náběh = s lamačem třísek |
| Náběhová hrana | Úhly | Směr evakuace třísek |
Popis |
| E |  |
 |
Standardní a vhodný pro většinu materiálů
Poznámka: Určeno pouze pro průchozí otvory |
| M | 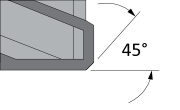 |
|
Umožňuje vyšší posuvy u ocelí s pevností nad 200 BHN.
Poznámka: Určeno pouze pro průchozí otvory |

